
Помогнете на развитието на сайта, споделяйки статията с приятели!
Машините за точково заваряване не се използват толкова често в ежедневието, колкото заваряване, но понякога без тях не е възможно. Като се има предвид, че цената на такова оборудване започва от $ 450 - $ 470, рентабилността на нейното закупуване е под въпрос.

Изходът от тази ситуация е контактна точкова заварка със собствените си ръце. Но преди да ви кажа как сами да направите такова устройство, нека да разгледаме каква е точката на заваряване и как тя работи.
Накратко за точково заваряване
Този вид заваряване се отнася до контакт (термомеханичен). Трябва да се отбележи, че тази категория включва също и шевна и челно заваряване, но не е възможно да се изпълни у дома, тъй като за тази цел ще е необходимо комплексно оборудване.
Процесът на заваряване включва следните стъпки:
- детайлите са комбинирани в желаната позиция;
- фиксират ги между електродите на апарата, които притискат частите;
- извършва се нагряване, в резултат на което, поради пластична деформация, частите са здраво свързани помежду си.
Машина за точково заваряване (като показаната на снимката) може да изпълни до 600 операции в минута.

Технология на процеса
За да се загреят частите до необходимата температура, към тях се прилага краткосрочен импулс на висок ток. Обикновено импулсът продължава от 0, 01 до 0, 1 секунди (времето се избира въз основа на характеристиките на метала, от който са направени частите).
По време на импулса металът се стопява, а между частите се образува обща течна сърцевина, докато се втвърди, заварените повърхности трябва да се държат под налягане. Благодарение на това, охлаждането, разтопеното ядро кристализира. По-долу е показан чертеж, илюстриращ процеса на заваряване.
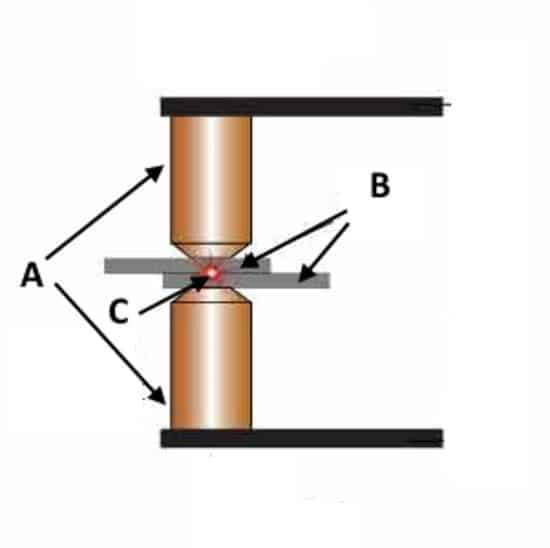
Легенда:
- А - електроди;
- Б - заварени части;
- С е сърцевината на заваряването.
Налягането върху частите е необходимо, така че когато се пулсира по периметъра на стопеното метално ядро, се образува уплътнителен ремък, който не позволява изтичането на стопилката от зоната, където се извършва заваряването.
За да се осигурят най-добрите условия за кристализация на стопилката, налягането върху частите се отстранява постепенно. Ако е необходимо да се „фалшира” мястото на заваряване, за да се елиминират нееднородностите вътре в шва, увеличете налягането (това се прави на последния етап).
Обърнете внимание, че за да се осигури надеждна връзка, както и качеството на шва, е необходимо да се обработват предварително повърхностите на частите на местата, където ще се извършва заваряването. Това се прави за отстраняване на оксидния филм или корозията.
Когато е необходимо да се осигури надеждна връзка на части с дебелина от 1 до 1, 5 mm, се използва заваряване на кондензатор. Принципът на неговата работа е следният:
- блок от кондензатори, заредени с малък ток;
- кондензаторите се изпускат през свързаните части (импулсната сила е достатъчна, за да осигури необходимия режим на заваряване).
Този вид заваряване се използва в индустриални зони, където е необходимо да се комбинират миниатюрни и субминиматорни компоненти (радиотехника, електроника и др.).
Говорейки за технологията на точково заваряване, трябва да се отбележи, че той може да се използва за свързване на различни метали един с друг.
Примери за домашно изработени дизайни
В интернет има много примери за създаване на устройства, които произвеждат точкова заварка. Представяме някои от най-успешните проекти. Диаграмата по-долу показва прост заваръчен спот.
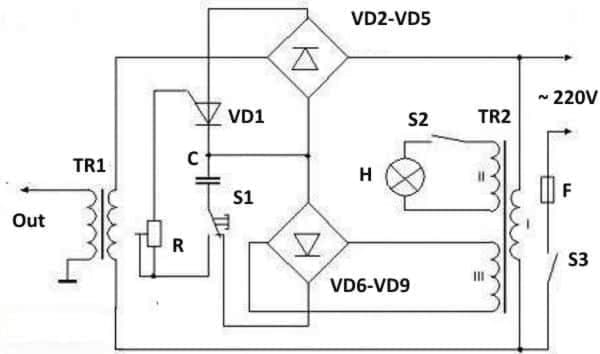
За реализацията ни са необходими следните компоненти:
- R е променливо съпротивление от 100 Ohm;
- C - кондензатор, проектиран за напрежение от най-малко 25 V с капацитет от 1000 μF;
- VD1 - тиристор KU202, буквеният индекс може да бъде K, L, M или H; може да се използва и PTL-50, но в този случай капацитетът „C“ трябва да се понижи до 1000 μF;
- VD2-VD5 - D232А диоди, чужд еквивалент - S4M;
- VD6-VD9 - D226B диоди, могат да бъдат заменени от чужд аналог 1N4007;
- F - 5 A предпазител.
Необходимо е да се направи отклонение, за да се каже как да се направи трансформатор TR1. Изработена е на базата на желязо Sh40, с дебелина 70 мм. За първичната намотка се изисква PEV2 жица Ø0, 8 mm. Броят на завъртанията в намотката е 300.
За да направите вторичната намотка, ще ви трябва медна жица Ø4 mm. Позволява се да се замени с гума, при условие че напречното й сечение е най-малко 20 mm 2 . Броят на завъртанията на вторичната намотка - 10.
Видео: свари си сам
Що се отнася до TR2, всеки от трансформаторите с ниска мощност (от 5 до 10 W) е подходящ за него. В същото време, намотката II, използвана за свързване на лампата за задно осветяване “H”, трябва да има изходно напрежение в обхвата 5-6 V, а намотка III - 15 V.
Мощността на произведената апаратура ще бъде относително не висока, варираща от 300 до 500 А, като максималното време на импулса е до 0, 1 сек (при условие, че рейтингите "R" и "С" са същите, както на диаграмата по-долу). Това е напълно достатъчно за заваряване на стоманена тел Ø0.3 mm или на метален лист, ако дебелината му не надвишава 0.2 mm.
Даваме схема на по-мощен апарат, в който заваръчният ток на импулс ще бъде в диапазона от 1.5 kA до 2 kA.
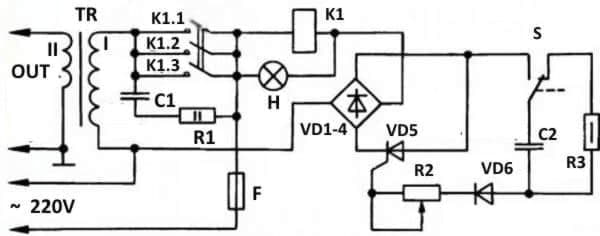
Изброяваме компонентите, използвани в схемата:
- рейтинги на съпротивление: R1-1.0 kΩ, R2-4.7 kΩ, R3-1.1 kΩ;
- Капацитети в схемата: С1-1, 0 микрофарад, С2-0, 25 микрофарад. Освен това C1 трябва да бъде проектирано за напрежение от най-малко 630 V;
- VD1-VD4 диоди - D226B диоди, може да се замени с чужд аналог 1N4007, вместо диоди можете да поставите диоден мост, например, КЦ40А;
- тиристор VD6 - KU202N, той трябва да бъде поставен върху радиатор с площ най-малко 8 cm 2 ;
- VD6 - D237B;
- F - предпазител 10 A;
- K1 е всеки магнитен стартер, който има три чифта работни контакти, а намотката е проектирана за ~ 220 V, например, можете да инсталирате PME071 MVHRZ AC3.
Сега ще ви кажем как да направите трансформатор TR1. Основата е LATR-9 автотрансформатор, както е показано на снимката.

Намотката в този автотрансформатор се състои от 266 оборота, изработена е от медна жица Ø1, 0 мм, като ще я използваме като основна. Внимателно разглобете конструкцията, за да не повредите намотката. Валът и подвижният ролков контакт, прикрепени към него, се демонтират.
Дейл трябва да изолираме контактната пътека, за тази цел го почистваме от прах, обезмасляване и лак. Когато изсъхне допълнително, ние изолираме цялата намотка с лакирана кърпа.
Като вторична намотка използваме медна жица с напречно сечение най-малко 80 mm 2 . Важно е изолацията на този проводник да е топлоустойчив. Когато всички условия са изпълнени, ние ги правим ликвидация на три завоя.
Настройването на сглобеното устройство се свежда до степенуване на мащаба на променлив резистор, който регулира времето на импулса.
Препоръчваме преди започване на заваряването да се определи оптимално оптималното време за импулс. Ако продължителността не е необходима, частите ще бъдат изгорени и ако е по-малко от необходимото, силата на връзката ще бъде ненадеждна.
Както вече бе споменато по-горе, устройството е в състояние да произвежда заваръчен ток до 2000 А, което позволява заваряване на стоманена тел Ø3 mm или стоманена ламарина, чиято дебелина не надвишава 1.1 mm.