
Помогнете на развитието на сайта, споделяйки статията с приятели!
За термично свързване на цветни метали е необходимо да се използва специална технология. За целта се извършва заваряване с аргон, което може да се извърши и на ръка.
Какво е това?
Аргонова или аргонова дъгова заварка ГОСТ 14771 е техника на температурно въздействие върху метални съединения, което позволява да не се използва метална жица като пълнител на фугата. Устройството за заваряване на аргон произвежда двойна дъга, поради което не се образува шев. Заваряването на студена дъга с аргон се счита за един от най-сложните металообработващи процеси, но от друга страна позволява обработката на всякакви сплави и цветни метали без образуването на заварка върху тях.

Аргонът е газ, който се счита за един от най-често срещаните съединения на земята. Опасността от заваряване с този елемент сама по себе си е ниска, аргонът е благороден газ. Но той може да образува токсични съединения, ако работи с други газове или метали.
Това не означава, че шева изобщо не се образува. То е там, но ако заваръчните шевове от класическата дъгова заварка често са много широки, то след аргон връзката на практика не стои на общата повърхност на метала.
Предимствата на този вид заваряване:
- Висококачествени връзки;
- Този вид обработка се използва за неръждаема стомана, чугун, мед, алуминий и сплави на тези метали;
- Освен свързването на сложни метални конструкции, аргоновото ръчно заваряване позволява да се закрепят заедно частите на един механизъм, направен от различни материали. Поради това може да се използва заваряване на аргон за заваряване на редуктора, различни метални тръби. Технологията често се използва и за свързване на гласове на машинни части, блокови глави, автомобилни радиатори, картер и електрически уреди;
- Ако по време на процеса на заваряване се появят пукнатини, те бързо се елиминират чрез преминаване без видими дефекти;
- Повърхността след работа поддава на оцветяване;
- Аргонът е подходящ за отстраняване на аварии в климатичната технология, фините автомобилни части и др.
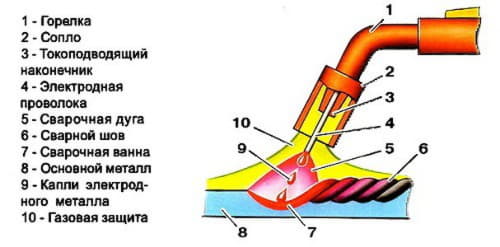
Един от основните компоненти на процеса е волфрамов електрод за аргоново заваряване. Това е специална пръчка, която представлява сърцето на процеса на заваряване. Както знаете, волфрам оборудване се счита за много огнеупорни, за по-голяма сила има керамични дюза около електрода. Именно от тази дупка се издухва аргонът. Благодарение на този дизайн мястото на обработка е защитено от кислород, което предотвратява пукнатини и издутини в заварката.
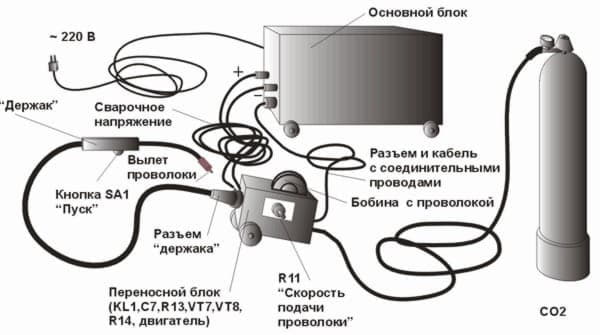
Аргонният фенер също се нарича ръкав и е най-важният компонент на заваръчната машина. Качеството на горелката зависи от целия процес на заваряване, точността на работа и геометричните параметри на заварката. В условията на живот често се използва домашно приготвена горелка, но тя не винаги е с издръжливост и качество, така че е по-добре да се купуват маркучи за заваряване на различни материали поотделно. В професионални инсталации често се използва горелка, изработена от същия метал като обработваната повърхност.
Как да се вари с аргон
Принципът на готвене с този газ е доста сложен, ще отнеме повече от една седмица практика да свържете метала с идеален и тънък шев. Нека разгледаме стъпка по стъпка как се заварява повърхност от алуминий или неръждаема стомана с аргонова заварка:
- Първо, масата се подава на повърхността, която се готви, както и по време на електрическо заваряване;
- Схема на работа: в едната ръка се взема факел, който ще се използва за заваряване с газ аргон, а в други - електроди, които ще се използват за покритие (за неръждаеми части - неръждаема стомана, за алуминиеви части - алуминиева тел);
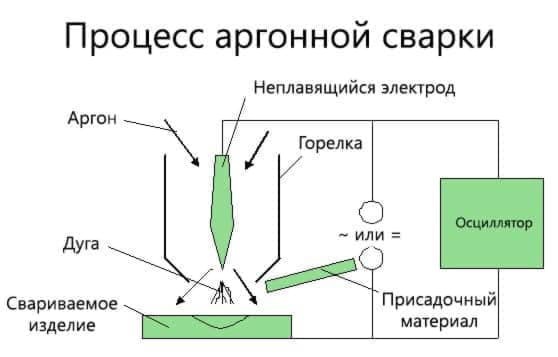
Фото - аргонова заварка - Освен това инверторът започва да произвежда ток. Машината за заваряване (полуавтоматична и автоматична) образува дъга между заварената част и електрода, в този момент се образува спойка;
- Принципът на работа на аргонова заваръчна машина е нещо между електрическа заварка и газ. Топлината на дъгата разтопява тел за пълнене и част, образувайки между тях тънък и издръжлив шев.
Диаметърът на електрода и времето за обработка зависят от дебелината на метала. По-специално, ако работите с алуминиев лист с дебелина 3 мм, той може да бъде обработен с един проход с 3 мм електроди при ток от 180 А. Но ако трябва да заварите алуминий с дебелина 6 мм, тогава трябва да използвате двойно преминаване и по-дълго време за обработка с едно и също сила на тока. За да се ускори работния процес, може да се направи трифазна заваръчна дъга.
Ако искате сами да направите заваряване на аргон - тогава не забравяйте да гледате видеото. Това ще помогне да се избегнат груби грешки. Трябва да разберете, че качеството на шева е пряко пропорционално на опита на заварчика, така че практикувайте колкото е възможно повече.
Работата по аргонова заваръчна машина винаги е повишена опасност за здравето. Вие определено трябва да използвате защитно оборудване: заваръчни маски, ръкавици и заваръчни очила, специално облекло.

По-евтино е да ползвате тази услуга при различни автомобилни услуги, NEAD и SRT - там можете не само да намерите необходимите електроди и размери на горелките, но и бързо да поправите счупените тела.
Продажбата на изделия се извършва в официални магазини на известни фирми, както и в местни заваряващи предприятия. Можете да закупите инвертор за заваряване на аргон в онлайн магазина.