
Помогнете на развитието на сайта, споделяйки статията с приятели!
Термичните ефекти върху отделните им части често се използват за свързване на метални конструкции. Ръчното и автоматичното електродъгово заваряване е един от най-популярните такива видове работа.
видове
Електродуговата заварка (ГОСТ 5264-80) е процес на свързване на метали, при който температурата на електрическата дъга може да достигне 7000 градуса. Това е уникален вид свързване на отделни части от конструкции, тъй като по този начин могат да бъдат заварени всички известни метали. След втвърдяване на мястото на адхезия се образува заварка. Използва се за ремонт на корпуса на автомобила, газ, вода и други тръби, по време на производствените работи и др.
Електрическата дъга разтопява металните и металните електроди, след което течността, образувана от влиянието на температурата, запълва празнината между двете заготовки.
Видове електродъгово заваряване:
- Ръчна;
- Полу-автоматичен;
- Автоматично.
Основната разлика между процеса е принципът на работата. С ръчното действие, всички действия върху комбинацията от метали се извършват ръчно, с автоматично - съответно изключително от заваръчната машина. Полуавтоматичният процес е комбиниран. Тук електродите се използват за заваряване на метали.

Също така, в зависимост от използвания ток, процесът на електродъгово заваряване може да се извърши:
- променлива;
- Constant. От своя страна, такова технологично заваряване е с пряка полярност (отрицателни електроди) и обратно (положително).
В зависимост от необходимия ток може да се използва различно оборудване и методи за свързване. Също така, заварчиците, в зависимост от вида на технологичната обработка, използват различни електроди: топене и нетапене. Топенето може да се използва във всяка среда. Те работят, като образуват дъга между метала и електрода. В зависимост от дължината на частите, които трябва да се съединят, при започване на заваряването, електродът се премества към фугите. Използва се за въглеродна стомана, алуминиеви съединения, мед и др.

За малки и тънки съединения се използва нетопене. Често се използват за заваряване на тръбопроводи, огнеупорни метали и др. С такива цели се използват волфрамови електроди, графит и въглерод.
Също така електрическата дъгова заварка се класифицира по вид защита:
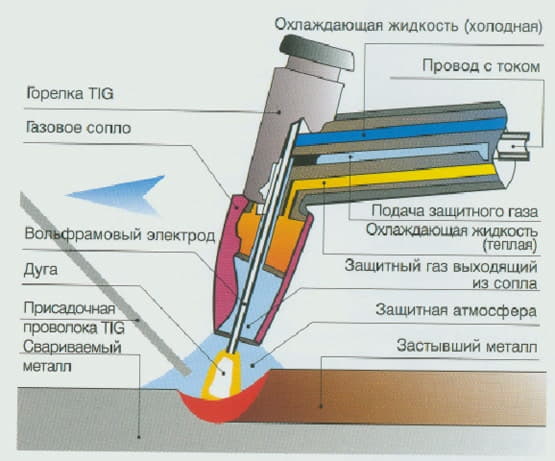
- В околната среда на защитни газове (ГОСТ 14771-76). Той е аргон и въглерод;
- В околната среда от шлаки. Това е процесът на термично въздействие върху метални съединения под потоци или дебелослойни електроди. Процесът е популярен при запояване на различни тръби с голям диаметър;
- С комбинирана защита. Процесът на запояване, при който се произвеждат режими в газообразна среда с дебели покрити флюсове.

Технологията за електродъгово заваряване има своите предимства и недостатъци. Предимства на процеса:
- Наличие на заваръчна техника и допълнителни елементи (поток, електроди). Купете инвертори могат да бъдат във всеки електрически магазин. Средна цена - от $ 30 за ръчен инвертор и от $ 80 за полуавтоматичен;
- Зоната, засегната от топлината, има много малък ефект върху не-заваряемите метални участъци. Това е изключително важно за свързването на тръби и тънко валцовани метални листове.
Методите за електродъгово заваряване също имат някои недостатъци:
- Необходимо е да се използва специално оборудване. Електрическата дъгова заварка се извършва само със специални инвертори и електроди;
- За заваряване на неръждаема стомана (легирана стомана), алуминий, мед и други стопяеми метали е необходимо почистване на свързаните елементи. Ръбовете се приготвят преди процеса на топлинна обработка и след неговото завършване (само при пълно охлаждане на метала).

Видео: обучение за дъгова заварка
Как е
За правилно заваряване на метал чрез дъгова заварка е необходимо стриктно да се спазват инструкциите. Само при това условие заварката ще бъде достатъчно здрава и чиста.
Инструкции за стъпка по стъпка:
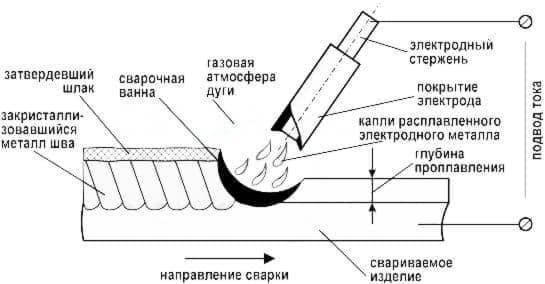
- Ръбовете на заготовките се почистват и обезмасляват, ако е необходимо, се нарязват. Нагретият електрод е прикрепен към тях. Краят на електрода разделя определена част от повърхността на заварената част на йони и електрони. В това пространство възниква дъгов разряд;

Снимка - Отстраняване - За да се направи процесът на заваряване по-бърз и резултатът по-надежден, на повърхността на заварената армировка (електроди) се прилагат различни вещества. Това може да бъде калций, калий, натрий. Те ускоряват процеса на разделяне на метала на частици;
- В зависимост от вида на заваряването, тя може да бъде извършена чрез отворена дъга (чрез топене на незащитена струя от насочени частици) и затворена. В отворена позиция металните покупки са наситени с азот, което се отразява негативно на качествата на шева. За да се намали този ефект, електродите се покриват с метален слой. За производството е по-изгодно да се използва затворен метод, при който мястото на заваряване е защитено от кислород;

Снимка - необходимите инструменти - Когато всички подготвителни процеси приключат, трябва да инсталирате електрода в инвертора и няколко пъти да приведете края на пръта по краищата на заварените части - това ще запали дъгата. Устройствата се подбират според вида на извършената работа и в зависимост от характеристиките и свойствата на металите. След включване на заваръчното устройство е необходимо да се настрои тока на необходимото ниво, а докато системата се загрее, да се постави оборудване за безопасност;

Фотозащита - Различните устройства имат различни режими на заваряване, но всички модерни устройства са направени по такъв начин, че да не позволяват електродите да се залепват. Следователно, не е необходимо да се държи пръчката на определено ниво от повърхността;
- Схема на заваряване: за поддържане на електрода върху повърхността на заварените части и внимателно бавно водене по протежение на процепа. Банята ще бъде запълнена с течен метал, който при втвърдяване образува здрава връзка. За да се изчисли точно мощността, тока и продължителността на дъгата, е необходимо да се използва оперативната карта на технологичния процес;
- Вертикалните шевове са заварени в къса дъга. Ъгълът на контакт между електрода и заварената повърхност трябва да бъде прав, като се допуска отклонение от 10 градуса. За да се избегне сливането на метал в една единствена точка, може да се използва ела, триъгълна техника или многопластов преход през тънка дъга. Всяка техника има свои характеристики, така че подходящият метод се избира в зависимост от нуждите и нивото на обучение.

След като ремонтът приключи, трябва да фиксирате плочите в определена позиция, докато банята и шева не бъдат напълно излекувани.